1图像法经纬纱密度自动识别流程
机织物是由相互垂直的经纬纱线系统按照一定的沉浮规律交织而成,呈水平或幅宽方向的为纬纱,垂直或长度方向的为经纱,分为素色机织物、单色机织物、多色机织物和印花机织物,素色机织物的经纬纱线系统是未染色、呈纤维本来的颜色;单色机织物的经纬纱线系统均为同一种颜色;多色机织物的经纱系统、纬纱系统或经纬纱系统由多种不同颜色的纱线排列交织而成;印花机织物则为在织物表面印有条花纹;采用数字图像法实现机织物经纬纱密度自动识别流程见图1所示,包括采集机织物表面彩色图像、图像灰度化、经纬纱方向纠偏、经纬纱亮度投影曲线、漏检与去异常点、单根经纬纱分割图像和计算经纬纱密度组成。
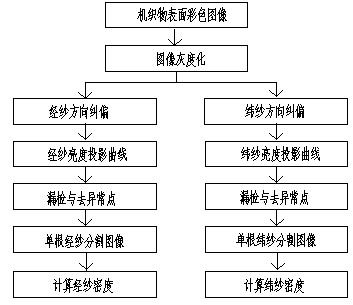
图1机织物经纬纱密度图像法自动识别流程图
2 图像采集与灰度化
借助衬板(纱线摇黑板机配件)利用Canon LIDE 400平板扫描仪采集机织物表面图像,颜色空间为RGB模式,分辨率为1200DPI,在采集过程中尽可能让织物摆正,通过MatLab R2017a软件读取图像,并利用经验公式(1)进行转化生成灰度图像对应为二维数组,行数表示图像的高度,列数表示图像的宽度,像素点灰度值为0~255,值小为黑色,值大呈白色。

3 经纬纱方向纠偏
由于纱线本身粗细不匀、织造设备状态及工艺参数等因素影响,使得经纬纱并非完全垂直相交,为保证获得经纬纱密度准确需经纬纱单独纠偏,因扫描时纱线条干部分反射能量高,灰度值大,而纱线间隙反射能量小,灰度值小,结合机织物纹理特点纠偏后纱线间隙点的连线处于垂直或水平方向上,获取经纱方向纠偏后图像T(x,y),见图2所示,像素尺寸为M1×N1,其中x,y为T行、列坐标取值(1≤x≤M1,1≤y≤N1);纬纱方向纠偏后图像T'(x,y),见图3所示,像素尺寸为M2×N2,其中x,y为T'行、列坐标取值(1≤x≤M2,1≤y≤N2)。
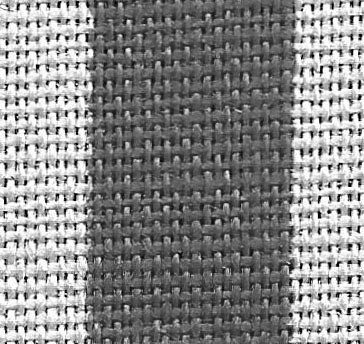
图2经纱方向纠偏后图像
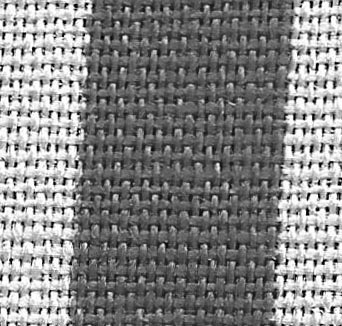
图3纬纱方向纠偏后图像
4漏检与去异常点
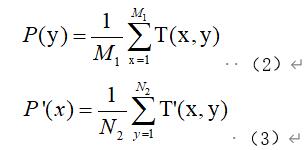
根据公式(2)、公式(3)计算机织物经纬纱方向的亮度投影曲线P(y)与P'(x),分别采用1×3模板与3×1模板均值滤波,去除噪声等信号,实现曲线平滑。
首先经纱,根据机织物表面图像反射原理,经纱亮度投影曲线最小值所对应的位置即为纱线间隙位置,提取的方法是若投影曲线P(y)连续五点位置满足P(y-2)>P(y-1)>P(y),且P(y)<P(y+1)<P(y+2),2<y<N1-1,则记录y位置至数组Gd,并获取经纱间隙位置图像,实验发现在纱线颜色突变位置有时会漏检,存在异常点的现象见图4和图5所示,下面逐一进行解决。
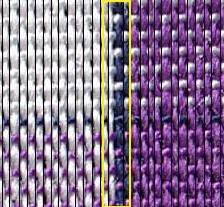
图4纱线颜色突变漏检
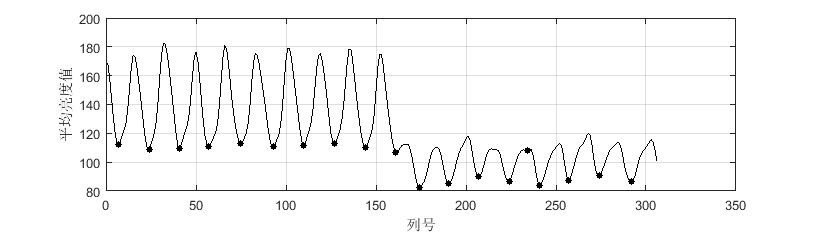
图5异常点位置
解决纱线间隙漏检方法是:对数组Gd相邻两间隙位置相减数据存入新的数组Gds,计算数组Gds均值设为M,从第一项开始,如果Gds(i)/M>K,说明i点位置有漏检,在数组Gd(i)与Gd(i+1)之间加入一个新的位置点,值为两者均值取整,其中K为颜色突变系数,经验值取1.5;
解决亮度投影曲线异常点方法是:
1.寻找段异常点开始位置 方法是从第一段开始,如果Gds(i)/M>A2,并且Gds(i+1)/M<A1,说明i+1位置为段异常点开始位置并记录,其中A1为异常点突变系数,经验值取0.7,A2为点正常系数,经验值取0.8。
2.寻找段异常点结束位置 方法是从记录的第一段异常点开始位置向后寻找,如果Gds(j)/M<A1,并且Gds(j+1)/M>A2,说明j位置为第一段异常点结束位置并记录,其他段依次类推。
根据获得的各段异常点开始与结束位置,在数组Gd中对应去除,最终形成的漏检和去异常点后的经纱间隙位置曲线见图6所示,进而获得单根经纱分割图像,按照上述步骤即可获得漏检和去异常点后纬纱间隙位置曲线和单根纬纱分割图像。
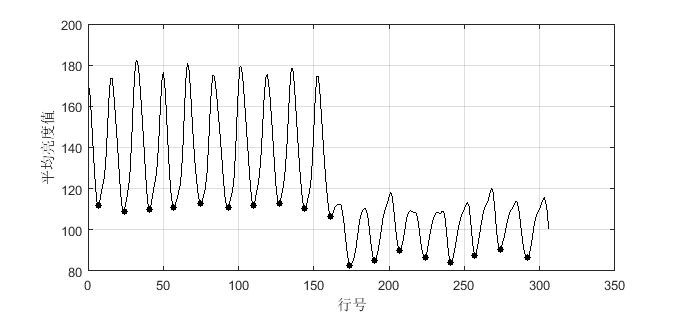
图6 漏检和去异常点后的经纱间隙位置
5 经纬纱密度
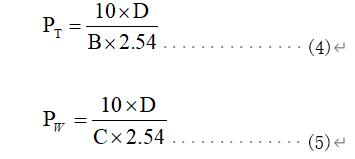
按照机织物经纬纱密度的定义,重新对漏检和去异常点后的数组Gd相邻经纬纱间隙位置求差取均值记为B与C,即代表1根经纱和纬纱所占像素点数,根据图像分辨率D,即2.54cm所具有的像素点数,带入公式4与公式5即可获得机织物经纱密度PT(根/10cm)与纬纱密度PW(根/10cm)。
6 实例分析
将公司生产的素色机织物、单色机织物、多色机织物和印花织物(竖条涂上颜色,呈现条格效果)进行试验,先用本文的图像法自动识别织物的经纬纱密度,采集彩色图像,经图像灰度化、经纬纱方向纠偏、经纬纱亮度投影曲线、漏检与去异常点、单根经纬纱分割图像与计算经纬纱密度获得的单根经纬纱分割图像见图所示。
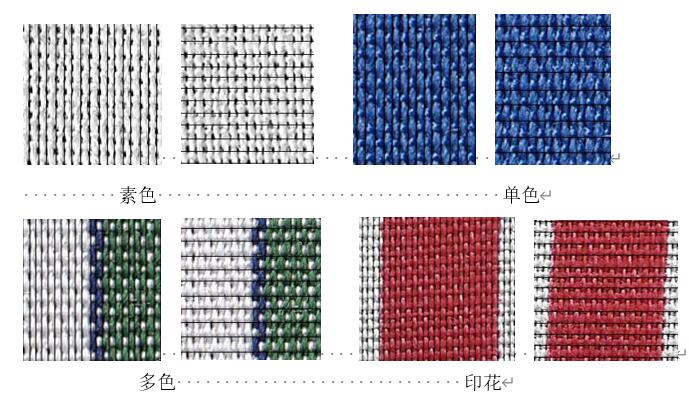
图7 不同机织物单根经纬纱分割图像
扫描仪采集每个品种不同部位6幅图像,计算平均值作为图像法经纬纱的密度,为检测其识别结果的准确程度,后采用人工借助织物密度镜核对获得数据见表1所示,从表中可知图像法与人工法测试相当,相对误差在1%以内,在实际生产中是可以接受的,可以代替当前人工法进行检测,且图像法自动测量准确度高,速度快,从读入图像到出结果30s完成,可用于实际测量。
表1 图像法与人工法织物密度检测结果
 省市场
省市场
 地方分中心
地方分中心 南京分中心
南京分中心
 淮安分中心
淮安分中心
 徐州分中心
徐州分中心
 南通分中心
南通分中心
 无锡分中心
无锡分中心
 苏州分中心
苏州分中心
 扬州分中心
扬州分中心
 镇江分中心
镇江分中心
 常州分中心
常州分中心
 连云港分中心
连云港分中心
 江阴分中心
江阴分中心
 盐城分中心
盐城分中心
 行业分中心
行业分中心 物联网分中心(无锡)
物联网分中心(无锡)
 矿山安全分中心(徐州)
矿山安全分中心(徐州)
 人工智能分中心(苏州)
人工智能分中心(苏州)
 节能环保分中心(宜兴)
节能环保分中心(宜兴)
 汽车及核心零部件分中心(常熟)
汽车及核心零部件分中心(常熟)
 机器人及精密装备制造分中心(昆山)
机器人及精密装备制造分中心(昆山)
 金属新材料分中心(张家港)
金属新材料分中心(张家港)
 高端能源装备分中心(常州)
高端能源装备分中心(常州)
 海洋可再生能源分中心(盐城)
海洋可再生能源分中心(盐城)
 高效节能分中心(镇江)
高效节能分中心(镇江)
 网络信息安全分中心(泰州)
网络信息安全分中心(泰州)
 先进复合材料分中心(宿迁)
先进复合材料分中心(宿迁)


 盐城工业职业技术学院
盐城工业职业技术学院  一种体育锻炼手臂训练器
一种体育锻炼手臂训练器  基于超声深度学习的热消融区域识别监测成像方法与系统
基于超声深度学习的热消融区域识别监测成像方法与系统 

{kind=link}